Ваш город
Новосибирск (Россия, Новосибирская область )?
Новосибирск (Россия, Новосибирская область )?
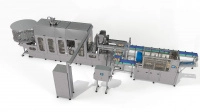
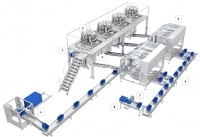
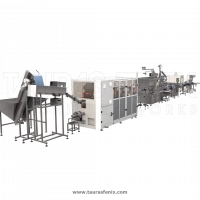
Линия TAURAS-FENIX для весового дозирования готовых конфет в упаковке Flow Pack, загрузки в гофрокороба American Case, виброутряски и заклейки. Проект в Рязанской области.
Линия фасовки конфет в упаковке Flow Pack в гофрокороба предназначена для а...
ПодробнееЛиния фасовки конфет в упаковке Flow Pack в гофрокороба предназначена для автоматической подготовки транспортной тары, весового дозирования готовых индивидуальных упаковок с конфетами, загрузки продукции в короб, виброутряски в процессе наполнения и последующей заклейки верхних клапанов.
Проект реализован в Рязанской области для кондитерской фабрики. Комплекс внедрён для автоматизации участка после первичной упаковки: готовые конфеты во Flow Pack поступают на дозирование, фасуются в гофрокороб American Case и передаются на автоматическую заклейку.
Для предприятий, которые подбирают упаковочное оборудование в Рязанской области, эта линия показывает практическую схему автоматизации: от формирования пустого гофрокороба до готовой закрытой транспортной тары с дозированным количеством индивидуально упакованных конфет.
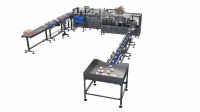
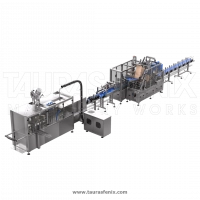
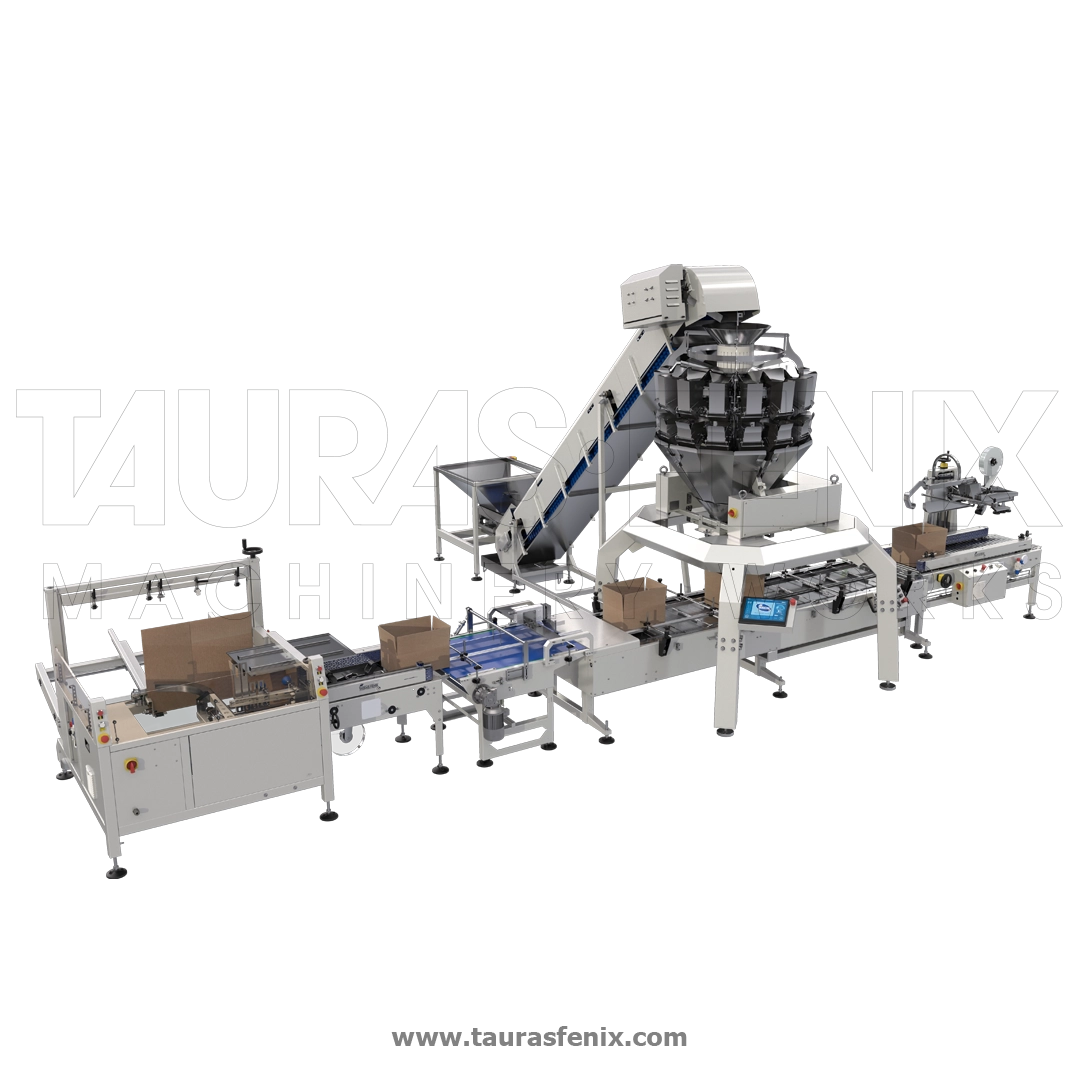
Комплекс объединяет несколько последовательных операций: подготовку гофрокороба, подачу тары под загрузку, весовое комбинационное дозирование готовых Flow Pack упаковок, загрузку продукта в короб, виброутряску для распределения упаковок внутри тары, закрытие верхних клапанов и заклейку короба скотчем.
Реализованный проект: автоматизированная линия фасовки конфет в упаковке Flow Pack внедрена на кондитерской фабрике в Рязанской области.
Особенность решения: продукт уже находится в индивидуальной упаковке Flow Pack, а линия выполняет вторичную фасовку в гофрокороб для транспортировки, складирования и отгрузки.
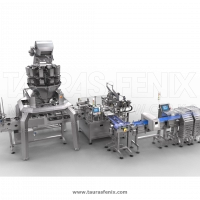
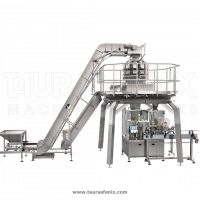
Для весового дозирования готовых Flow Pack упаковок используется AMATA-КАТЕ-214-R — мультиголовочный дозатор с 14 весовыми модулями. Комбинационный принцип позволяет подобрать массу дозы из нескольких весовых карманов и передать готовые упаковки в короб.
Дозатор устанавливается на эстакаде под дозатор . Эстакада задаёт рабочую высоту дозирующего узла, обеспечивает устойчивое размещение оборудования и помогает согласовать выгрузку дозы с транспортным участком подачи коробов.
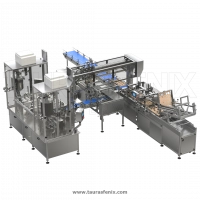
Пустой гофрокороб подготавливается на формирователе гофрокороба . Машина подаёт заготовку из магазина, раскрывает её, формирует короб American Case и заклеивает нижние клапаны.
После загрузки и виброутряски короб передаётся на автоматический заклейщик гофрокороба , где закрываются верхние клапаны и фиксируются клейкой лентой.
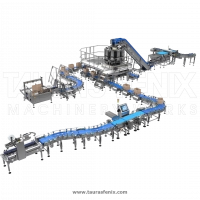
Состав технологического маршрута: формирователь готовит короб, транспортный модуль подаёт его под загрузку, AMATA-КАТЕ-214-R формирует дозу из готовых Flow Pack упаковок, виброутряска распределяет продукцию внутри тары, а заклейщик закрывает готовый короб.
Линию выбирают для производств, где готовые конфеты после первичной упаковки нужно дозировать по массе и фасовать в транспортные короба без ручной загрузки.
Заготовки гофрокоробов загружаются в магазин формирователя. Машина подаёт заготовку в рабочую зону, раскрывает её, формирует короб American Case и заклеивает нижние клапаны.
Сформированный короб передаётся транспортным модулем на позицию загрузки. На этом участке короб фиксируется и подаётся под дозирующий узел, чтобы принять заданную массу готовых Flow Pack упаковок.
Конфеты в индивидуальной упаковке Flow Pack поступают в загрузочный бункер и далее на мультиголовочный дозатор. AMATA-КАТЕ-214-R распределяет упаковки по весовым модулям, подбирает оптимальную комбинацию для заданной массы и выдаёт дозу в подготовленный короб.
В процессе загрузки используется виброутряска. Она помогает распределить Flow Pack упаковки внутри короба, уменьшить пустоты и стабилизировать заполнение транспортной тары.
После заполнения короб перемещается на участок заклейки. Верхние клапаны закрываются, короб проходит через заклеивающий узел и фиксируется клейкой лентой. Готовая тара передаётся на дальнейшую логистику.
Практическая выгода: линия сокращает ручную загрузку коробов, стабилизирует массу продукции в транспортной таре и автоматизирует закрытие гофрокороба после наполнения.
AMATA-КАТЕ-214-R применяется для точного весового дозирования готовых упаковок Flow Pack. Дозатор оснащён 14 весовыми модулями, что расширяет возможности комбинационного подбора дозы.
Flow Pack упаковки поступают в приёмную зону дозатора, распределяются по радиальным питателям, попадают в накопительные и весовые корзины. Система управления анализирует массу в карманах и выбирает комбинацию, максимально близкую к заданной массе загрузки.
Такой принцип особенно полезен для кондитерской продукции, где важно загружать в короб не случайное количество упаковок, а дозу по массе, согласованную с требованиями транспортной упаковки и логистики.
Ключевой параметр: точность дозирования зависит от массы одной Flow Pack упаковки, формы, скользкости, устойчивости к перемещению, заданной массы короба и стабильности подачи на дозатор.
Эстакада под дозатор обеспечивает установку мультиголовочного дозатора на требуемой высоте над участком загрузки коробов.
Эстакада помогает стабилизировать расположение дозатора, обеспечить доступ для обслуживания и согласовать выгрузку готовой дозы с транспортной системой подачи гофрокоробов.
Роль эстакады: связать дозатор и участок загрузки коробов в единую компоновку, удобную для эксплуатации, обслуживания и переналадки.
Формирователь гофрокороба автоматически подготавливает транспортную тару перед загрузкой. Машина работает с заготовками American Case, раскрывает короб и заклеивает нижние клапаны скотчем.
Такой участок исключает ручную сборку коробов и создаёт стабильный поток подготовленной тары для загрузки готовых Flow Pack упаковок. После формирования короб поступает на транспортный модуль и перемещается под дозатор.
Для стабильной работы важны качество гофрокартона, точность биговки, повторяемость геометрии заготовки и соответствие размеров короба рабочему диапазону оборудования.
Роль формирователя: подготовить гофрокороб с закрытым дном, чтобы короб можно было сразу передать на загрузку готовых конфет во Flow Pack.
В процессе фасовки короб находится на транспортном модуле с виброутряской. Это помогает готовым Flow Pack упаковкам распределяться внутри тары равномернее, снижает пустоты и повышает повторяемость заполнения.
Виброутряска особенно полезна для индивидуально упакованных конфет: упаковки могут укладываться в короб неравномерно, занимать избыточный объём или создавать пустоты без дополнительного распределения.
Параметры виброутряски подбираются под размер Flow Pack упаковки, массу единицы, хрупкость продукта, размер короба и допустимое механическое воздействие на первичную упаковку.
Практическая задача: распределить готовые Flow Pack упаковки внутри короба и повысить повторяемость заполнения транспортной тары.
После загрузки готовых упаковок короб передаётся на автоматический заклейщик гофрокороба . Оборудование закрывает верхние клапаны и фиксирует короб клейкой лентой.
Заклейка выполняется в потоке, что позволяет сохранить непрерывность производственного маршрута. После закрытия короб может передаваться на маркировку, контроль веса, накопление, паллетирование или складскую логистику.
Для стабильной заклейки важны геометрия короба, качество клапанов, повторяемость размеров, свойства клейкой ленты и корректное направление движения тары через рабочую зону заклейщика.
Результат линии: конфеты во Flow Pack отдозированы в гофрокороб, тара закрыта и готова к дальнейшему перемещению по логистической цепочке.
Комплекс подходит для готовой кондитерской продукции в индивидуальной упаковке Flow Pack, которую можно стабильно подавать на мультиголовочный дозатор и фасовать непосредственно в гофрокороб.
При подборе учитываются размер упаковки, масса одной единицы, форма, скользкость, устойчивость к вибрации, допустимость перемещения по питателям дозатора и требуемая масса продукции в коробе.
Линия, реализованная в Рязанской области, показывает практическую компоновку для кондитерской фабрики: готовые Flow Pack упаковки дозируются по массе, загружаются в короб, распределяются внутри тары и передаются на заклейку.
Критичные параметры: размер Flow Pack упаковки, масса единицы, форма, скользкость, устойчивость к виброутряске, масса загрузки и размер короба должны быть согласованы до запуска линии.
Линию стоит выбирать, если производству нужно фасовать готовые конфеты во Flow Pack сразу в транспортные короба, а не выполнять ручную загрузку коробов после первичной упаковки.
Решение подходит для кондитерских фабрик, где требуется автоматизировать подготовку короба, весовое дозирование готовых индивидуальных упаковок, заполнение, распределение продукции и заклейку транспортной тары.
Для компаний, которые подбирают линию фасовки конфет Flow Pack в Рязанской области, этот проект может служить ориентиром по составу оборудования, логике дозирования, формату American Case и организации транспортной упаковки.
Рекомендуемая логика подбора: сначала определить размер Flow Pack упаковки, массу единицы, массу загрузки в короб, допустимость виброутряски, размер гофрокороба и производительность, затем согласовать состав линии и маршрут готовой тары.
Линия предназначена для готовой кондитерской продукции в индивидуальной упаковке Flow Pack, которую можно дозировать по массе на мультиголовочном дозаторе и фасовать непосредственно в транспортный гофрокороб.
Параметры подбора: размер Flow Pack упаковки, масса единицы, форма, скользкость, устойчивость упаковки к виброутряске, масса дозы, размер гофрокороба и требования к дальнейшей логистике.
Практическая выгода: линия позволяет автоматизировать фасовку готовых конфет Flow Pack в короб, стабилизировать массу загрузки и получать закрытую транспортную тару без ручной сборки, загрузки и заклейки коробов.
| Назначение | Весовое дозирование готовых конфет в упаковке Flow Pack, загрузка в гофрокороба American Case, виброутряска и последующая заклейка короба. |
| Тип продукции | Готовые конфеты и мелкоштучная кондитерская продукция в индивидуальной упаковке Flow Pack. |
| Тип дозирования | Весовое комбинационное дозирование. |
| Дозатор | AMATA-КАТЕ-214-R, 14 весовых модулей. |
| Масса дозы для дозатора | От 0,015 до 1,5 кг за один сброс, в зависимости от размера Flow Pack упаковки, массы единицы и исполнения дозатора. |
| Дискретность отсчёта веса | 0,1 г. |
| Кинематическая производительность дозатора | До 140 доз/мин. Фактическая производительность линии зависит от массы дозы, размера упаковки и скорости подачи коробов. |
| Тип транспортной тары | Гофрокороб American Case. |
| Формирование короба | Автоматическое раскрытие заготовки, формирование короба и заклейка нижних клапанов скотчем. |
| Производительность формирователя коробов | До 15 коробов/мин. |
| Диапазон коробов для формирователя | Длина 250–560 мм, ширина 200–420 мм, высота 120–380 мм. |
| Магазин заготовок | 120–150 заготовок в зависимости от толщины картона. |
| Загрузка продукции | Подача дозы готовых Flow Pack упаковок в сформированный гофрокороб на позиции загрузки. |
| Виброутряска | Виброутряска короба в процессе загрузки для распределения Flow Pack упаковок внутри транспортной тары. |
| Заклейка короба | Автоматическая заклейка верхних клапанов гофрокороба скотчем. |
| Производительность заклейщика коробов | До 25 коробов/мин. |
| Диапазон коробов для заклейщика | Длина 200–500 мм, ширина 130–400 мм, высота 70–400 мм. |
| Электропитание дозатора | 220 В, 1-Ф, 50 Гц. |
| Электропитание формирователя коробов | 380 В, 3Ф, 50 Гц. |
| Электропитание заклейщика коробов | 220/380 В, 50 Гц. |
| Рабочее давление в пневмосистеме | 0,6 МПа для формирователя, заклейщика и пневматических узлов линии. |
Важно для подбора: фактическая производительность зависит от размера Flow Pack упаковки, массы единицы, массы загрузки в короб, допустимости виброутряски, качества гофрозаготовки и скорости последующей заклейки.
Состав линии подбирается под размер Flow Pack упаковки, массу загрузки, формат гофрокороба, требования к виброутряске и производительность участка.
Что закрывает этот набор узлов: подготовку короба, весовое дозирование готовых Flow Pack упаковок, загрузку в гофрокороб, распределение продукции внутри тары и автоматическую заклейку короба.
Дополнительные решения для линии подбираются под размер Flow Pack упаковки, формат короба, требования к фасовке и дальнейшую логистику готовой тары.
Рекомендуемая логика выбора: исполнение линии лучше определять после согласования размера Flow Pack упаковки, массы единицы, массы загрузки в короб, качества гофрозаготовки, допустимости виброутряски и требований к дальнейшему маршруту тары.