Ваш город
Новосибирск (Россия, Новосибирская область )?
Новосибирск (Россия, Новосибирская область )?

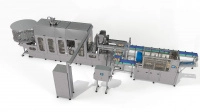
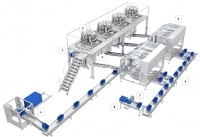
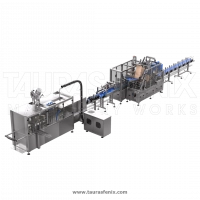
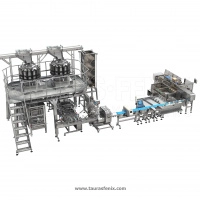
Линия TAURAS-FENIX для выдува ПЭТ-бутылок, розлива молока и кисломолочной продукции, этикетировки и групповой упаковки. Проект в Республике Крым.
Комплекс розлива молочных продуктов в ПЭТ-бутылки пред...
ПодробнееКомплекс розлива молочных продуктов в ПЭТ-бутылки предназначен для автоматизации полного производственного маршрута: изготовления бутылки из ПЭТ-преформы, подачи пустой тары, санитарной обработки, розлива продукта, укупоривания, этикетировки, маркировки и групповой упаковки блока бутылок.
Проект реализован в Республике Крым, г. Алушта. Линия внедрена для розлива молока и кисломолочной продукции без включений в ПЭТ-бутылки объёмом 450 и 900 мл с последующей этикетировкой и упаковкой блока 2×3 в термоусадочную плёнку.
Для предприятий, которые подбирают оборудование для розлива молока в Республике Крым, этот проект показывает практическую схему автоматизации: от производства ПЭТ-бутылки до готовой транспортной упаковки, подготовленной к складированию, отгрузке и реализации.
Комплекс объединяет несколько последовательных операций: выдув бутылок, подачу тары по воздушному транспортёру, ополаскивание озонированной водой, весовой розлив, укупоривание пластиковой крышкой с предохранительным кольцом, нанесение этикетки, каплеструйную маркировку и групповую упаковку в термоусадочную плёнку.
Реализованный проект: автоматизированная линия розлива молочных продуктов внедрена на предприятии в Республике Крым, г. Алушта.
Особенность решения: линия закрывает не только розлив, но и подготовку собственной ПЭТ-тары, этикетировку, маркировку и формирование транспортной упаковки.
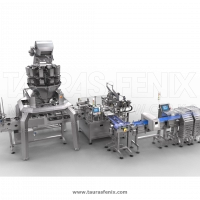
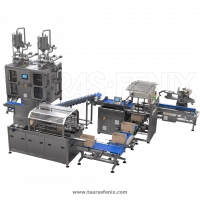
Основу участка розлива составляет Триблок ТФ 1000 — моноблок для последовательного выполнения трёх операций: ополаскивания ПЭТ-бутылок, розлива молочного продукта и укупоривания пластиковой крышкой с предохранительным кольцом.
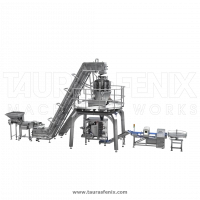
Перед розливом тара изготавливается на автомате выдува ПЭТ-бутылок. Автомат работает с разогретыми ПЭТ-преформами и формирует бутылки для розлива спокойных жидкостей. В проекте используются бутылки 450 и 900 мл.
Для санитарной подготовки тары предусмотрена станция озонирования воды. Озонированная вода используется на участке ополаскивания бутылок внутри Триблока, где тара переворачивается, обмывается и возвращается в исходное положение перед подачей на розлив.
После укупоривания бутылка передаётся на этикетировочную машину . Этикетировочный участок наносит PP-этикетку на готовую бутылку, после чего каплеструйный принтер наносит дату, срок годности или другую технологическую информацию.
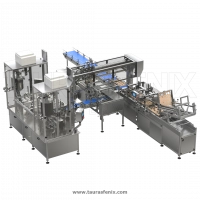
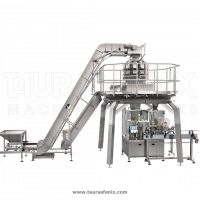
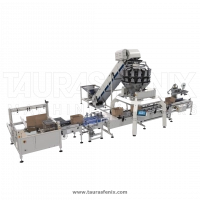
Групповая упаковка выполняется на ТУРБОПАК 254 АСП-10 . Машина формирует блок бутылок 2×3, оборачивает его термоусадочной плёнкой, выполняет сварку шва и проводит блок через термоусадочный модуль.
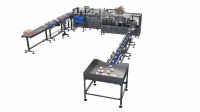
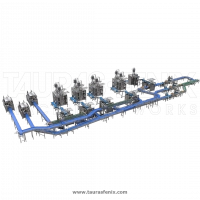
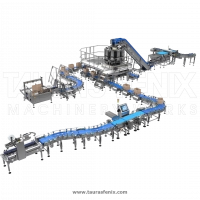
Состав технологического маршрута: автомат выдува формирует бутылку, воздушный транспортёр подаёт тару на Триблок, ТФ 1000 выполняет ополаскивание, розлив и укупорку, этикетировочная машина наносит этикетку, а ТУРБОПАК формирует транспортную упаковку.
Линию выбирают для молочных производств, которым нужно выпускать продукцию в ПЭТ-бутылках и сразу получать готовую групповую упаковку для складской и торговой логистики.
Производственный маршрут начинается с подготовки ПЭТ-тары. Преформы нагреваются и выдуваются в двухместной пресс-форме. Полученные бутылки передаются на воздушный транспортёр, который подаёт пустую тару к участку розлива.
В Триблоке пустые бутылки поступают в захваты узла мойки. Тара переворачивается, внутренняя поверхность обрабатывается озонированной водой, после чего бутылка возвращается в исходное положение и передаётся на розлив.
Розлив выполняется весовым способом. Продукт поступает в расходный бункер, затем дозируется в бутылки с помощью тензометрической системы. Доза устанавливается с пульта управления, а отсечение продукта выполняется пневматически управляемыми клапанами.
Наполненные бутылки передаются на укупорку. Крышки подаются из бункера- ориентатора, проходят УФ-обработку и устанавливаются на горловину бутылки. Укупорочная головка закручивает крышку с предохранительным кольцом.
После укупоривания бутылки выходят из закрытой камеры, проходят этикетировку, маркировку и поступают на участок групповой упаковки. ТУРБОПАК формирует блок 2×3, оборачивает его плёнкой и проводит через термоусадочный тоннель.
Практическая выгода: комплекс связывает изготовление бутылки, санитарную подготовку тары, розлив, укупорку, этикетировку и групповую упаковку без разрыва производственного маршрута.
Автомат выдува предназначен для производства бутылок из разогретых ПЭТ-преформ методом растягивания и двухстадийного выдува. В составе линии он позволяет производить собственную тару непосредственно перед розливом.
Оборудование рассчитано на изготовление бутылок объёмом от 0,25 до 1,5 л для розлива спокойных жидкостей. В проекте используются форматы 450 и 900 мл.
Для устойчивой работы бутылка должна быть жёсткой, сохранять высоту и диаметр после заполнения продуктом, иметь стабильную геометрию горловины и обеспечивать автоматизированное укупоривание пластиковой крышкой.
Выдувная форма подбирается под конкретные бутылки. Для бутылки 1 л рекомендованный вес преформы — не менее 40 г; для остальных форматов требования к преформе уточняются по геометрии тары и условиям розлива.
Критичные параметры тары: форма бутылки, жёсткость, устойчивость дна, диаметр горловины, качество преформы и совместимость с укупорочной головкой.
Триблок ТФ 1000 объединяет ополаскивание, розлив и укупоривание бутылок в одном моноблоке. Машина предназначена для жидких и вязких молочных продуктов, фасуемых в ПЭТ-бутылки.
Участок ополаскивания работает с озонированной водой. Для каждой позиции предусмотрена логика «нет бутылки — нет ополаскивания», что снижает расход воды и исключает холостой цикл обработки без тары.
Розлив выполняется весовым способом. Количество дозирующих головок — 6, расходный бункер рассчитан на 25 л. Продуктовые поверхности выполняются из материалов, соответствующих требованиям пищевого производства.
Зона ополаскивания и розлива защищена закрытой камерой с подачей стерильного воздуха через HEPA-фильтр. Это особенно важно для молока и кисломолочных продуктов, где санитарная стабильность влияет на срок хранения и качество готовой продукции.
Результат участка: бутылка ополоснута, заполнена молочным продуктом, укупорена пластиковой крышкой и подготовлена к этикетировке.
Станция озонирования воды используется для подготовки воды, подаваемой на ополаскивание бутылок. Принцип работы основан на растворении озона в воде методом вакуумного эжектирования.
Озонированная вода позволяет выполнять санитарную обработку внутренней поверхности бутылки перед розливом. Вода насыщается озоном в напорной циркуляции, а избыток газовой фазы отделяется и нейтрализуется.
Производительность станции по воде составляет 0,1–0,6 м³/ч. Концентрация озона в воде на выходе в рабочем режиме — не менее 2 мг/л.
Роль озонирования: подготовить воду для санитарной обработки ПЭТ-бутылок перед розливом молочной продукции.
После розлива бутылки поступают на укупорочное устройство. Крышки подаются из элеватора-ориентатора, ориентируются и поступают по каналу к узлу предварительной фиксации.
Укупорочная головка захватывает крышку и закручивает её на горловине бутылки. В проекте используются пластиковые крышки с предохранительным кольцом.
Для санитарной обработки крышек предусмотрена УФ-лампа. Лоток подачи крышек из ориентатора закрыт крышкой и имеет бактерицидную лампу для обработки крышек перед укупориванием.
Крышка должна легко устанавливаться на резьбовую часть горловины под действием усилия 2–3 кг, а геометрия горловины и крышки должна обеспечивать стабильную автоматическую сборку.
Для стабильной укупорки: форма бутылки, резьбовая часть горловины, крышка и усилие установки должны быть согласованы как единый формат тары.
После розлива и укупоривания бутылки поступают на этикетировочную машину . Этикетировочный участок наносит PP-этикетку на бутылку и формирует товарный внешний вид готовой потребительской упаковки.
Для нанесения даты, времени, срока годности, кода смены или другой технологической информации используется каплеструйный принтер. Маркировка выполняется в потоке после розлива и укупоривания.
Качество этикетировки зависит от геометрии бутылки, точности подачи, стабильности движения тары и соответствия этикетки согласованному формату.
Практическая задача участка: нанести этикетку и технологическую маркировку до передачи бутылок на групповую упаковку.
ТУРБОПАК 254 АСП-10 используется для формирования транспортной упаковки блока ПЭТ-бутылок в термоусадочную плёнку.
Бутылки поступают на подающий транспортёр, где формируется блок 2×3. Далее блок перемещается в рабочую зону, оборачивается термоусадочной плёнкой, проходит сварку продольного шва и поступает в термоусадочный модуль.
В проекте предусмотрены два формата групповой упаковки: блок 2×3 для бутылок 450 мл и блок 2×3 для бутылок 900 мл. Габариты блока зависят от диаметра и высоты бутылки.
После прохождения термоусадочной камеры блок охлаждается вентилятором. Для сохранения качества упаковки перед ручным переносом или дальнейшими операциями нужно выдерживать время на остывание плёнки.
Результат участка: бутылки с молочной продукцией объединены в блок и упакованы в термоусадочную плёнку для транспортировки и складской логистики.
Линия рассчитана на розлив молока жирностью 2,5–3,5% при температуре 4–6 °C и кисломолочной продукции без включений жирностью 2,5–3,5% при температуре 15–17 °C.
Для стабильного срока хранения молока важны качество сырья, соблюдение холодовой цепи, санитарная обработка бутылок, крышек и проточной части дозатора, а также корректная предварительная обработка продукта перед розливом.
Дозаторная часть рассчитана на безразборную мойку по замкнутому контуру с использованием съёмного коллектора возврата моющего раствора. Станцию CIP-мойки и подачу моющих растворов обеспечивает производственная площадка.
Для молочного производства особенно важны санитарность, стабильность температуры, точность дозирования и отсутствие деформации бутылки при заполнении продуктом.
Критичные параметры: качество молока, температура розлива, санитарная обработка, жёсткость бутылки, геометрия крышки и стабильность групповой упаковки должны быть согласованы как единый технологический маршрут.
Кинематическая производительность Триблока для бутылок 1 л составляет до 1000 бутылок в час. Фактическая производительность зависит от формата бутылки, продукта, режима розлива, качества тары и стабильности подачи бутылок на вход машины.
Автомат выдува ПЭТ-бутылок рассчитан на производство бутылок объёмом от 0,25 до 1,5 л. Для исполнения с горловиной 38 мм производительность составляет до 1800 бутылок в час для бутылок 1 л.
Участок групповой упаковки формирует блоки 2×3. Для бутылок 450 мл габариты блока составляют 136×204 мм при высоте 187,5 мм. Для бутылок 900 мл — 168×252 мм при высоте 240,5 мм.
Кинематическая производительность групповой упаковки на блоке 2×3 — до 8 упаковок в минуту. Реальная производительность в потоке определяется при пусконаладочных работах и зависит от качества бутылки, устойчивости блока и характеристик термоусадочной плёнки.
Логика подбора производительности: выдув бутылок, подача тары, розлив, укупорка, этикетировка и групповая упаковка должны работать как единая линия без перегрузки или простоя между участками.
Линию стоит выбирать, если производству нужно выпускать молоко или кисломолочную продукцию в ПЭТ-бутылках и сразу получать готовую транспортную упаковку для складской и торговой логистики.
Решение подходит для молочных предприятий, которым важны собственный выдув тары, санитарная подготовка бутылок, весовой розлив, укупоривание, этикетировка, маркировка и групповая упаковка в одном маршруте.
Для компаний, которые подбирают линию розлива молочных продуктов в Республике Крым, этот проект может служить ориентиром по составу оборудования, форматам бутылок, санитарной логике и организации групповой упаковки.
Рекомендуемая логика подбора: продукт, температура розлива, объём бутылки, форма ПЭТ-тары, тип крышки, этикетка, маркировка и формат блока в плёнке согласуются как единый технологический процесс.
Линия предназначена для розлива молока и кисломолочной продукции без включений в ПЭТ-бутылки с последующей этикетировкой, маркировкой и групповой упаковкой.
Параметры подбора: тип молочного продукта, температура розлива, жирность, наличие включений, объём бутылки, геометрия тары, тип крышки, этикетка и формат групповой упаковки.
Практическая выгода: линия позволяет молочному производству связать выдув тары, розлив, укупорку, этикетировку, маркировку и групповую упаковку в единую автоматизированную систему.
Состав линии подбирается под продукт, формат ПЭТ-бутылки, производительность, требования к санитарной обработке, этикетировке и групповой упаковке.
Что закрывает этот набор узлов: производство ПЭТ-бутылки, подачу тары, санитарную обработку, розлив, укупоривание, этикетировку, маркировку и групповую упаковку готовой молочной продукции.
Дополнительные решения для линии подбираются под продукт, формат бутылки, требования к сроку хранения, маркировке, производительности и логистике.
Рекомендуемая логика выбора: исполнение линии лучше определять после согласования продукта, температуры розлива, бутылки, крышки, этикетки, санитарной схемы, формата групповой упаковки и требуемой производительности.




Молоко